
බ්ලෝ මෝල්ඩින් ප්රධාන වශයෙන් නිස්සාරණ පහර මෝල්ඩින් (ඊබීඑම්), ඉන්ජෙක්ෂන් ස්ට්රෙච් බ්ලෝ මෝල්ඩින් (අයිඑස්බීඑම්) සහ ඉන්ජෙක්ෂන් බ්ලෝ මෝල්ඩින් (අයිබීඑම්) ඇතුළත් වේ.එය කුහර ප්ලාස්ටික් බහාලුම් මහා පරිමාණ නිෂ්පාදනය සඳහා විශේෂයෙන් භාවිතා කරන වාත්තු ක්රියාවලියකි.මෙම ගැටලුව බ්ලෝ මෝල්ඩින් ක්රියාවලිය වර්ග තුනක් හඳුන්වා දෙයි: එක්ස්ට්රෂන් බ්ලෝ මෝල්ඩින් (ඊබීඑම්).
ක්රියාවලි පිරිවැය: සැකසුම් පිරිවැය (මධ්යම), තනි කෑලි පිරිවැය (අඩු);
සාමාන්ය නිෂ්පාදන: රසායනික නිෂ්පාදන සඳහා බහාලුම් ඇසුරුම්, පාරිභෝගික භාණ්ඩ සඳහා බහාලුම් ඇසුරුම් සහ ඖෂධ සඳහා බහාලුම් ඇසුරුම්;
සුදුසු ප්රතිදානය: මහා පරිමාණ නිෂ්පාදනය සඳහා පමණක් සුදුසු ය;
ගුණාත්මකභාවය: උසස් තත්ත්වයේ, සමාන බිත්ති ඝණත්වය, සුමට, තුහීන සහ වයනය සඳහා සුදුසු මතුපිට ප්රතිකාර;
වේගය: වේගවත්, සාමාන්යයෙන් චක්රයකට විනාඩි 1-2.
බ්ලෝ මෝල්ඩින් වර්ග තුනකට බෙදා ඇත
1. Extrusion blow molding (EBM): අනෙකුත් වර්ග දෙක හා සසඳන විට පිරිවැය අවම වන අතර, එය මිලිලීටර් 3 සිට ලීටර් 220 දක්වා පරිමාවක් සහිත ප්ලාස්ටික් (PP, PE, PVC, PET) කුහර බහාලුම් නිෂ්පාදනය සඳහා සුදුසු වේ. .
2. ඉන්ජෙක්ෂන් බ්ලෝ මෝල්ඩින් (IBM): දිගටම කරගෙන යාමට.
3. ස්ට්රෙච් බ්ලෝ මෝල්ඩින් (ISBM): දිගටම කරගෙන යාමට.
1. Extrusion blow molding (EBM) පියවර:
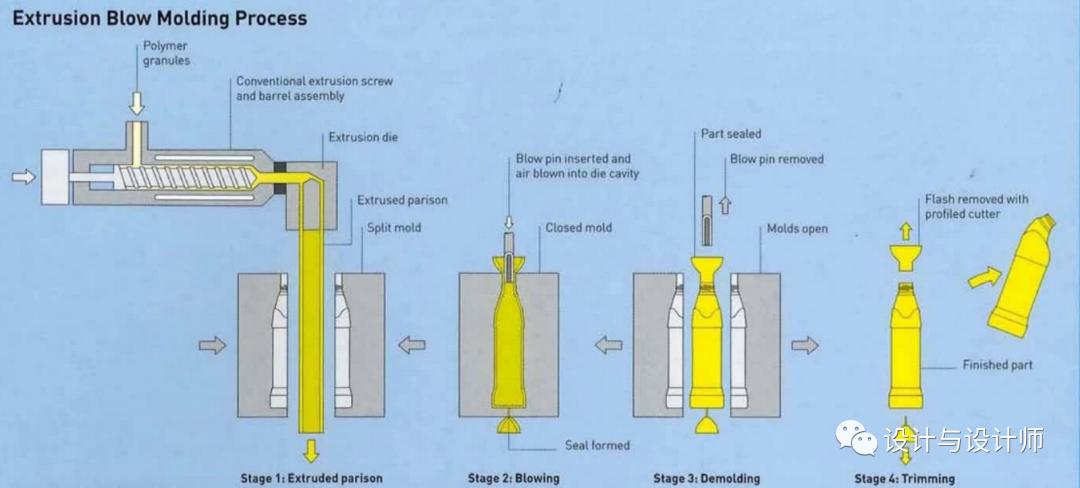
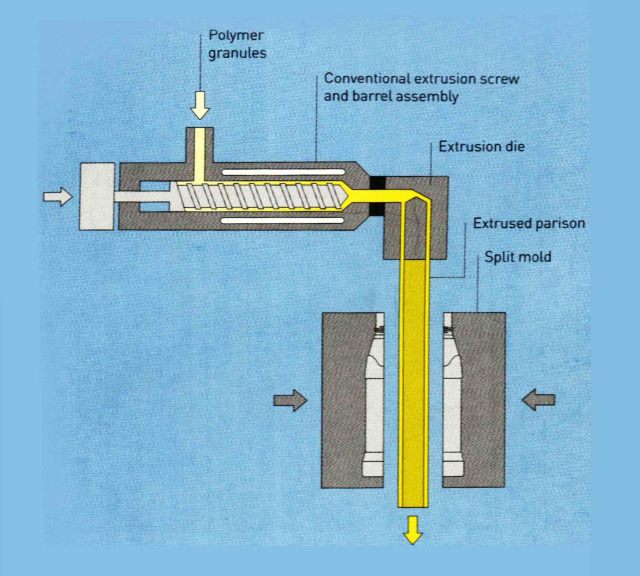
පියවර 1: පොලිමර් අංශු දෘඩ අච්චුව තුළට වත් කර, මැන්ඩලය රත් කිරීම සහ අඛණ්ඩව නිස්සාරණය කිරීම හරහා කොලොයිඩල් හිස් තීරු හැඩැති මූලාකෘතියක් සාදන්න.
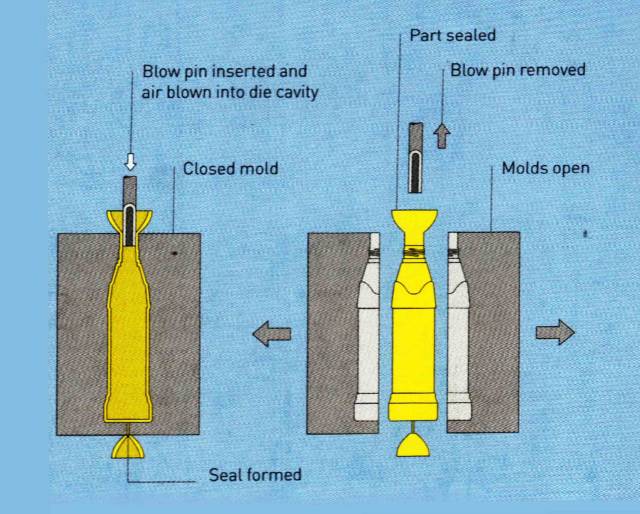
පියවර 2: කුහර සිලින්ඩරාකාර මූලාකෘතිය නිශ්චිත දිගකට නෙරා ඇති විට, වම් සහ දකුණු පැතිවල අච්චු වැසීමට පටන් ගනී, මූලාකෘතියේ මුදුන තනි කැබැල්ලක අදාළ දිගට තලය මගින් කපා දමනු ලැබේ, සහ වාතය අපේක්ෂිත හැඩය සෑදීමට සිසිල් කිරීම සහ ඝන වීම සඳහා අච්චුවේ අභ්යන්තර බිත්තියට ආසන්නව මූලාකෘතිය සෑදීම සඳහා පිම්බෙන සැරයටිය හරහා මූලාකෘතියට එන්නත් කරනු ලැබේ.
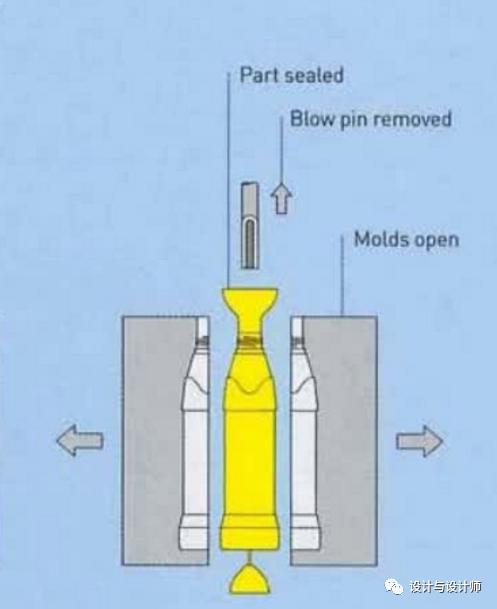
පියවර 3: සිසිලනය අවසන් වූ පසු, වම් සහ දකුණු පැතිවල අච්චු විවෘත කර කොටස් ඉවත් කරනු ලැබේ.
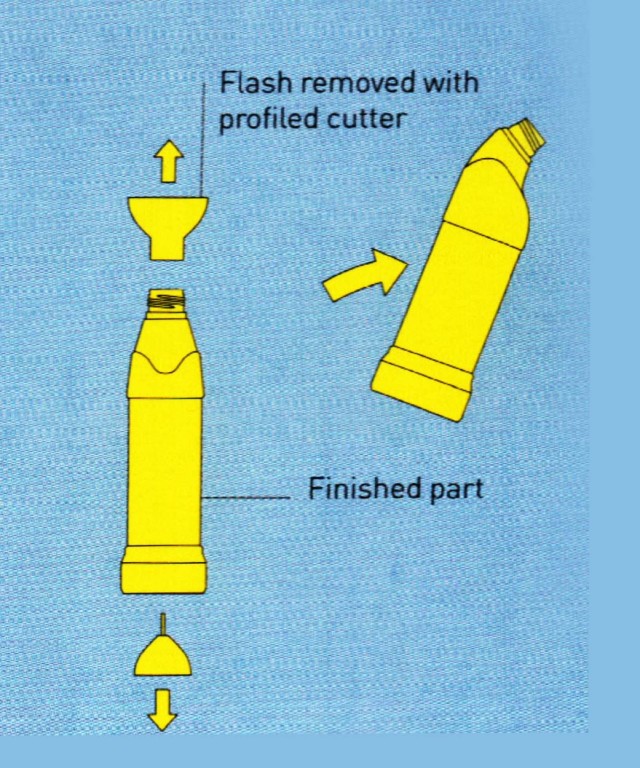
පියවර 4: කොටස කැපීම සඳහා අලුත්වැඩියා මෙවලම භාවිතා කරන්න.
පසු කාලය: මාර්තු-21-2023